
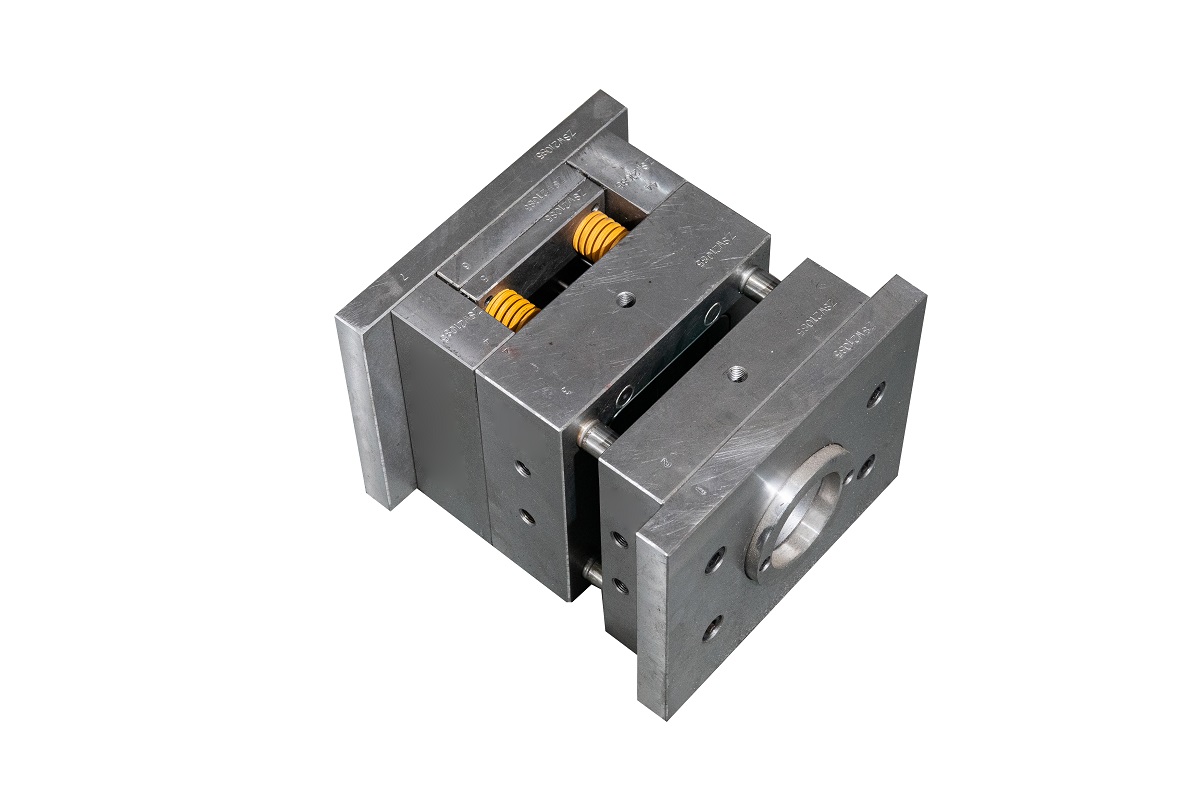
Калупи за ињектирањесу главна процесна опрема за индустријску производњу, употреба калупа за производњу пластичних делова, са низом предности као што су обезбеђивање ефикасности производње, лако обезбеђивање квалитета, ниски трошкови производње, калупи за бризгање се све више користе у индустријској производњи.Као најважнији процес бризгања, квалитет његових калупа директно утиче на квалитет производа, док трошкови производње калупа заузимају велики део трошкова развоја предузећа.Дакле, побољшајте радни век/век трајања калупа за ињектирање како бисте смањили трошкове пластичних производа, побољшали продуктивност предузећа и конкурентност има значајан утицај.
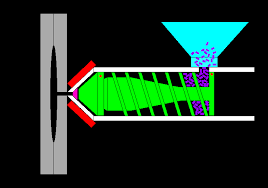
Процес бризгања пластике су углавном пластичне сировине у бурету машине за убризгавање након пластификације загревања, у погону вијчаних машина за бризгање, након што пластика достигне одређену температуру, са одређеним притиском и брзином кроз млазницу машине за убризгавање у шупљину калупа, и затим калуп након притиска, хлађење производа и отварање калупа и добијање пластичних делова.

Током процеса бризгања, површина калупа мора да издржи притисак када је калуп затворен, притисак пластичне талине у шупљини калупа и вучну силу када се калуп отвори, од чега притисак пластичне талине на шупљини је најважнији.У исто време, калуп се мора одржавати на одређеним температурним условима, температура калупа треба да покуша да постигне цикличне промене, температура калупа према захтевима купаца треба да буде висока, што може ефикасно да смањи отапање трагова, а пластични делови од температуре калупа треба да буде низак.У супротном ће деформација производа бити релативно велика.У таквим условима рада калуп је подложан прекомерној деформацији и ломљењу од топлог и хладног замора, углавном под дејством температуре и притиска.
Пластика у процесу пуњења шупљине калупа, делови калупа који формирају делове од високотемпературног и високопритисног пражњења талине, трења протока, у процесу вађења производа, шупљина и језгра и пластични делови у процесу рада лако се производе трењем, што резултира у феномену хабања калупа.У исто време, због честог отварања и затварања калупа, делови вођице калупа и делови калупа су склони хабању и лабављењу.


У процесу обликовања, неке пластике ће се распасти под високом температуром и притиском да би произвеле корозивне гасове, који ће лако кородирати и оштетити површину калупа, узрокујући оштећење површине калупа.
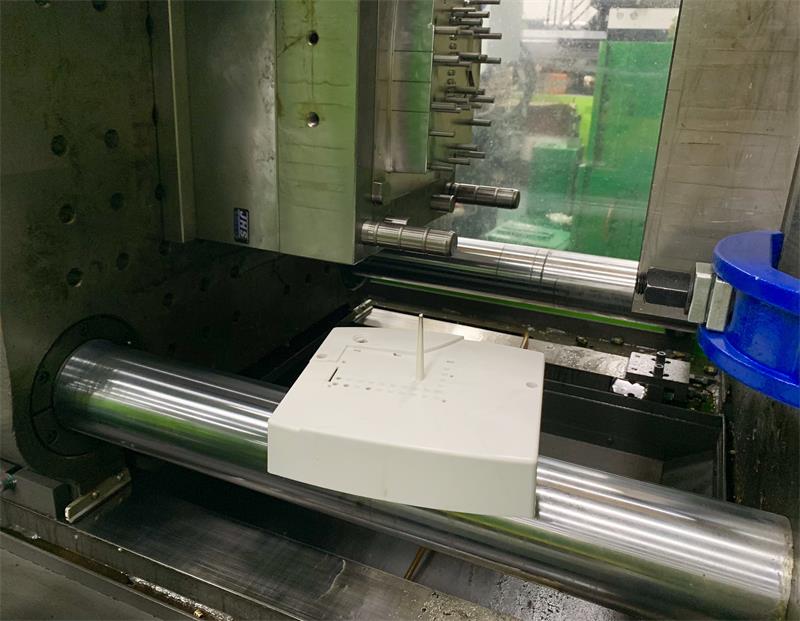
Када производња калупа за бризгање достигне одређени број, квалитет површине производа због прекомерног хабања калупа не може да достигне захтеве, преливање производа и летећа ивица су озбиљни, а шупљина и језгро калупа се не могу поправити, живот калупа истиче.Укупан број пластичних делова који су завршени пре него што калуп пропадне такође је познат као животни век калупа.
Време поста: 26.07.2022